Lpeter C
Light liquid separator, Class I.
The separators work on the principle of gravity separation of suspended and free oil in the separation zone and the separation of finely dispersed oil compounds and their unstable emulsion on the coalescence filter. Settling substances contained in the influent are stored in a built-sludge pit. As a standard the separators are equipped with an automatic shut-off in case of reaching a full capacity storage volume of light liquid.
Additionally it is possible to equip the separator with alarm devices which send a message in the case of reaching the full storage capacity for oil liquids.
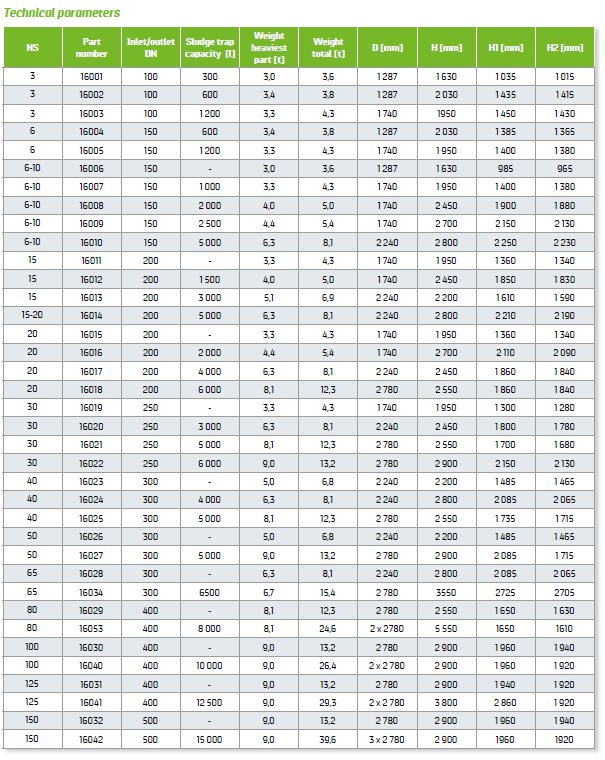
Technical parameters
Benefits
- Full compliance with all the requirements of EN 858
- Easy installation without any additional concrete works
- Integrated sludge trap
- Removable coalescent insert
- Integrated sampling point
- Automatic operation – automatic shut-off
- BEGU access covers in compliance EN 124
- Easy access
- Quick and easy maintenance


Easy and quick installation
Strong plastic or heavy duty concrete tanks enable installation without any additional concrete works. The installation cost decreases to minimum and it does not matter if the application has a high level of underground water, traffic load or deep installation.
Easy and quick maintenance
With the help of advanced technology the maintenance demands are decreased to the minimum level and all necessary activities are easily accessed.
Economic and ecological operation
Smart control system that recognizes the real load and consumes only the necessary amount of electric power for automatic operation within the required minimal demand for maintenance works. The efficient motors ensure an economically and ecologically highly effective system which significantly decreases operation and power costs.
Service and support guaranteed
The supply of technology units is only the first step, the following give full technical and operation support for customers’ satisfaction. The professional warranty and after warranty service are a matter of course.
Strong and smell-proof covers
No smell leakage through access covers as all units can be easily equipped with access covers for the load class D400.
Suitable and affordable solution
We are confident that we have efficient applications for customer’s technical and economical requirements.